






Tiefbohren
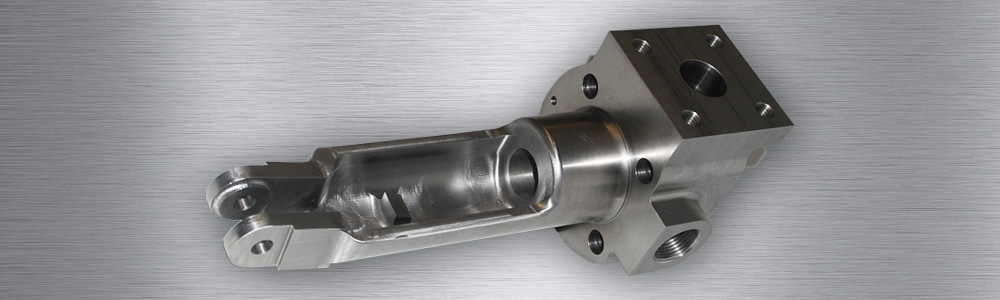
Das Tiefbohren unterscheidet sich zudem vom Kurzbohren dadurch, dass bis zum jetzigen Stand der Technik, Kühlschmierstoff in Abhängigkeit vom Bohrverfahren und vom Bohrdurchmesser in großen Mengen und unter hohem Druck zur Zerspanstelle gepumpt werden muss. Dadurch findet eine gute Kühlung und gleichzeitige eine gute Schmierung der Wirkbereiche zwischen Werkstück und Werkzeugschneide einerseits und Werkstück und Führungsleisten andererseits statt. Zusätzlich führt der Kühlschmierstoff zu einer ständigen Späneabfuhr aus der Wirkzone, wodurch Zeit gewonnen wird und oberflächenschädige und zeitintensive Ausspanungshübe überflüssig werden.[1] Zur Herstellung von tiefen Bohrungen werden zwei unterschiedliche Werkzeugtypen unterschieden. Zum einen sind dieses Werkzeuge mit asymmetrischen, einschneidigen Aufbau (vgl. Abbildung/links). Hierzu zählen das Bohren mit Einlippentiefbohrern, das Bohren mit Werkzeugen nach dem Einrohrsystem (BTA-Tiefbohren) sowie das Tiefbohren mit Werkzeugen nach dem Doppelrohrsystem (Ejektor-Tiefbohren), die als die „klassischen“ Tiefbohrverfahren bezeichnet werden. Zum anderen sind dies Werkzeugtypen mit symmetrisch angeordneten Hauptschneiden, die beim Wendeltiefbohren und beim Zweilippentiefbohren genutzt werden (vgl. Abbildung/rechts), die aufgrund der mit ihnen zu realisierenden Bohrtiefen ebenfalls den Tiefbohrverfahren zugeordnet werden können.
Quellen:
De.wikipedia.org, Internet, Youtube, Sandvik, eigene Firmenunterlagen